
Ordermade jewelry

自分の足で素敵なジュエリーを探すのも楽しいですけれども、自分が想像した世界にただ一つだけのオリジナルジュエリー、オーダーメイドのジュエリーが欲しいと思った事はありませんか? お打ち合わせにてイメージを固めてデザイン画から製作し、ご納得いただけるまでご提案致しますのでご安心ください。憧れのジュエリーの再現や、世界に一つだけのオリジナルのジュエリーを製作が可能です。ご予算に合わせてご提案致しますのでお気軽にごお問い合わせください。
夢仕立では多数の映画やドラマなどで使われるアクセサリーを特注でオーダーメイド製作しております。お客様のアクセサリーも映画と同じレベルのクオリティで製作いたします。
裏社会の難題を請け負うNo.1スイーパー・冴羽獠が令和の新宿を縦横無尽に駆け回るアドレナリン全開の痛快エンターテインメント クールでもっこりな“あの男”が新宿に舞い降りるーー。 「シティーハンター」はじまりの物語。
2019年公開の映画『コンフィデンスマンJP』ロマンス編 今回は、香港を舞台に史上最大のターゲットである世界最高のダイヤを巡って壮大なドラマが展開されます。この世界最高のパープルダイヤのネックレスのデザイン、制作を夢仕立が担当させていただきました。

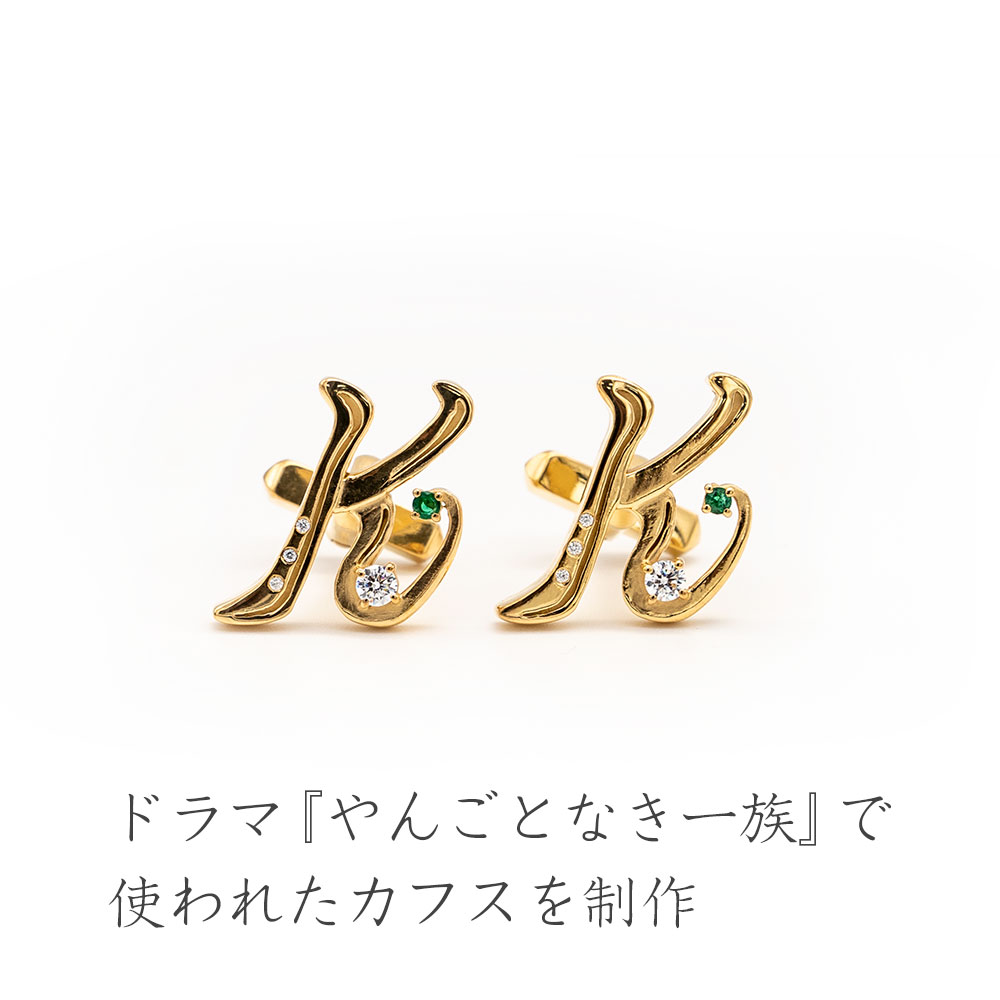
『やんごとなき一族』の原作に出てくるカフスを元に、番組の美術デザイナーの方が描いた絵を元にカフス製作しました。デザイン画と照らし合わせた時に大きな違いがでないよう製作して欲しいとのご要望でしたので、基本形はそのままの形状で作りました
お客様の『アイディアやイメージを形に』いたします。憧れのキャラクターやジュエリーのイメージを元に、お客様が想像したお品物を製作することができます。製作前にはデザイン画での確認はもちろん可能ですが、CADのデータや3Dプリンターで出力した樹脂モデルで実際に手に取ってご確認いただくことも可能です。夢仕立は全ての店頭にCADオペレーターが在籍していますので、お気軽にご相談くださいませ。 ※著作権のあるモチーフをそのまま製作することはできません。 ※今回の作品はyoutube撮影、家族、友人、スタッフのための作品となりますので、非売品です。
漫画ワンピースを読んでいたらロロノア・ゾロの三刀流ペンダントを思いついてしまったので作ってみました。 夢仕立ではあなたの閃きを形にいたします。 もし、何か閃いたらご相談ください。
クロロ=ルシルフルの印象的なモチーフは、額のタトゥーをペンダントにしてみました。クロスの中心と4つのクローバーモチーフを際立たせるために、中心部分の梯子状の四角形は一段下げました。さらに中心部分の小さいクロスも段差をつけることで、立体感を出しています。とても格好良く仕上がり、クロロの雰囲気をうまく出すことができたと思います。
世界一の美貌の持ち主、海賊女帝ボア・ハンコックの美しい蛇のピアスを作ってみました。美しく仕上げないと石にされてしまうかもしれないので、緊張しましたがバランス良く仕上げられたと思います。

これから共に歩んでいく二人にとって、その絆の証である「結婚指輪」はこだわって選びたいものですよね。 二人が納得する結婚指輪を選ぼうと、色々なお店を巡り歩き、気に入るものを探しても、なかなかスムーズにはいかないもの。そんなときは、妥協して選ぶのではなく、オーダーメイドジュエリーだからこその「特別な結婚指輪を作る」という選択肢があります。

あなただけのオリジナルデザインのネックレスやペンダント、夢仕立では一人、一人の好みに合わせて手作りでオリジナルのオーダーメイドジュエリーを制作いたします。

イヤリングやピアスはサイズも小さいので、お手頃な価格でオーダーメイドする事が出来ます。あなただけのお好みのデザインでオーダーメイドジュエリーを制作いたします。

あんな指輪が欲しい、こんな指輪が欲しい、オリジナルデザインの指輪、記念日に思い出の指輪を、夢仕立では一人、一人の好みに合わせて手作りでオリジナルのオーダーメイドジュエリーを制作いたします。
ブレスレット、バックル、ブローチ、カフス、帯止めなどなどお客様のお好みのジュエリーをオーダーメイド制作致します。
夢仕立では、ご予算やご希望の雰囲気などをもっとも重要視していますので、様々な方法でご希望のデザインコンセプトを生かし、強度を低下させないように工夫し、手作りであっても価格を抑えたご提案をいたします。 また、お手持ちのジュエリーがある場合、その地金や石を使う事によってリーズナブルな価格でオーダーメイド製作する事が出来るジュエリーリフォームがオススメです。
結婚式において、最大の見せ場ともいえるのが夫婦で行う「指輪交換」のシーンです。おそろいの指輪をお互いの指に着け合い、永遠の愛を誓い合う姿はまさに感動の名場面。 その感動の名場面である指輪交換には、当然結婚指輪が必要です。結婚指輪は絶対に当日に間に合うように購入をしておかなければなりません。 結婚指輪は既製品を購入したとしても、一般的なジュエリーのようにその日のうちに持ち帰ることができるとは限らないのです。では、結婚指輪を購入してから手元に届くまでには一体どのくらいの期間が必要なのでしょうか? 慌てず結婚式を迎えられるようにきちんと予習をしていきましょう。
長い人生においても一大イベントである結婚式直前の期間は、当日を最高の日にするための準備に追われます。とくに女性の場合、ブライダルエステや美容院、ネイルサロンなどの外見磨きはもちろん、式場との最終打ち合わせなどの細かい準備があり、息つく暇もないほどです。 そんな慌ただしい日々の中では、到底ゆっくりと結婚指輪を選んでいる時間はありません。 一生身に着けていく夫婦の宝物選びで妥協しないためにも、ゆとりをもって選ぶことが大切です。結婚式の3か月前には購入を済ませておくと、間に合わせることができます。
Flow to Ordermade Jewelry
オリジナルのジュエリー、記念のお品物、失くしてしまった大切なジュエリーの復元など、お客様のご希望を叶えます。
夢仕立では、お客様のご予算に合わせた提案を第一に考えます。デザインやご予算のお話を伺いながら様々なアイディアを出し、ご希望のデザインを実際に製作する実物大で設計図としてデザイン画を製作致しますので、出来上がったお品物とイメージとの差を極限まで小さくします。
また、お客様がご納得するまで、何回でもデザインのご提案を致します。時にはデザイン画の作成が20回を超えることも有りますが、お客様の人生において1つしかない大切なジュエリーの製作に手間を惜しむことはありません。
01デザインイメージのご相談
弊社ホームページなどからご覧になったデザイン、雑誌などの切り抜き、パンフレット、インターネットなどで見つけた画像など、お作りするジュエリーの大まかなイメージで大丈夫です。 特にデザインがお決まりでない場合、漠然としたイメージだけでも弊社デザイナーがお客様のご希望に沿ってご提案致しますのでご安心ください。
02オーダーメイドジュエリーの価格
夢仕立では、ご予算やご希望の雰囲気などをもっとも大切にしておりますので、お客さまのご予算に合わせたご提案をいたします。もしご予算をオーバーしてしまった場合、ご予算に合わせたデザイン案を再度ご提案を致しますのでご安心ください。
03ジュエリーの製作、制作期間
デザインの難易度にもよりますが1週間から8週間ほどかかります。 出来上がり時には、ご希望であればD・G・L(ダイヤモンド グレーディン グラボラトリー)、中宝研(中央宝石研究所)等の鑑定・鑑別書(有料となります)をお付けいたします。
04仕上がりの確認
お品物は、英国宝石学協会公認工房の基準に基づく厳しい検品を経て3〜5週間後に出来上がります。出来上がったお品物はお渡しの際にご確認いただくこともできます。ご確認をご希望のお客様には、お品物の宝石を拡大顕微鏡画像でお見せいたします。 また、宝石の状態や加工の使用についての注意点なども、お話させていただきます。
05ジュエリーのお渡し
ご来店、もしくは郵送でも承っております。 お客様には、出来上がりの状態の写真も差し上げておりますので、修理の際にも安心してお持ち込みいただくことができます。
Customer reviews
評価 : ★★★★★
オーダーメイドで綺麗に仕上げていただきました。ありがとうございます。
評価 : ★★★★★
ジュエリーリフォーム、ジュエリーの修理、オーダメイドジュエリーと言ったらここ、という位有名なお店です。 まだジュエリーリフォームが一般的ではなかった40年前からやっている老舗店でありながら、新しい技術もどんどん導入しているらしく、どこでも受け付けてもらえない修理も引き受けてくれます。 また私は修理とか洗浄とかでお世話になっていますが、「数年前には修理不可だったものができるようなりました」とわざわざ連絡してくれたりもする、とっても親切なお店です。 全店舗に国際的な鑑定資格である英国宝石学鑑定士の方がいらっしゃるので、安心してジュエリーを預けられます。 他のお店に行くよりも、まずここに行くことをオススメします!!
評価 : ★★★★★
今回はお直しとオーダーメイドの指輪2本をお願いしました。お直し等はいつも夢仕立さんにお願いしていて、毎回希望通りに丁寧に仕上げてくださるのでとても嬉しいです。今回もありがとうございました。
評価 : ★★★★★
プロポーズを機にオーダーメイドの婚約指輪を作ってもらいました。 通常よりも早く仕上げていただいて、綺麗な仕上がりでうれしいです。また丁寧な接客でした!
評価 : ★★★★★
祖母から譲り受けたエメラルドの指輪をリフォームして妻にプレゼントをしました。全くイメージが無かったのですが、店員の方が親切に服や雰囲気に合わせたデザインを色々と説明してくれました。また画像合成によるデザインイメージや顕微鏡カメラでエメラルドの拡大画像を見せてくれるなど、とても楽しかったです。 この夢仕立にリフォームをする数年前に修理で出した時にも親切に色々説明してくれ、出来上がりもピカピカでした。 また夢仕立ではどんな修理でも隅々まで点検して、少しのことだったら料金を追加せずに直してくれるそうですので、とても良心的です。 オーダーメイドもかなり幅広くまたリーズナブルに作ってくれるそうですので、ジュエリーのオーダーやリフォーム、修理に出すならかなりおすすめです。
評価 : ★★★★★
昔のドラマで、女優さんがしているのペンダントに一目惚れして、同じようなものを作っていただきました。持ち込みの貴金属なども使っていただき、予算など、親切に相談にのっていただきました。仕上がりも素敵で、満足しています。
評価 : ★★★★★
娘が高校卒業するときのプレゼントとして作成を依頼しました。30年以上前に母が作ってくれたネックレスを真似てほしいとお願いし、希望通りの仕上がりに。娘にも長く身につけてほしいと思います。
評価 : ★★★★★
持ち込みのルースに合わせてデザインしていただきました。プレゼントとして購入し受け取った際に相手にも喜んでもらえたので大変満足です。
評価 : ★★★★★
彼女の誕生日プレゼント🎁 素敵に仕上げてくれてありがとうございます❗️